

前面讲解了如何选择最佳浇口方案?
以产品实例给大家介绍下如何选择最佳浇口,产品充填不满(出现短射)的案例:
当一个产品设计出来以后,假如结构比较复杂,比如筋条很多,通常通过经验判断,是很难发现一些成型缺陷的,那么,假如利用模流分析进行模拟仿真,就可以比较容易的发现一些潜在成性缺陷。
第一步:模流分析充填结果查阅:
本文中主要为大家讲解一下模流分析结果中——充模时间(Fill Time)
充模时间(Fill Time)的定义:
充模时间显示的是熔体流动前沿的扩展情况,其默认绘制方式是阴影图,但使用云纹图可更容易解释结果。云纹线的间距应该相同,这表明熔体流动前沿的速度相等。制件的填充应该平衡。当制件平衡充模时,制件的各个远端在同一时刻充满。对大多数分析,充模时间是一个非常重要的关键结果。")
第二步:发现成型缺陷:
蓝色代表最先充填的区域,红色代表最后到达的区域,灰色区域代表为充填饱满,在模流分析中我们称之为”短射“对于产品成型来说,这是一个非常严重的问题.(如下图)
")
第三步:原因分析,即导致短射缺胶的原因:
假如塑料充填的模穴其厚度不一致,塑料总会选择肉厚厚的部分即阻力小的地方流动。而剖面厚度越大,阻力越小。这会导致肉厚薄的地方塑料的流动慢下来或停下来。通俗的理解就是塑胶它会往后的地方先跑,最后再往薄的地方充填.
第四步:改善方案拟定,常用改善措施:
1. 移动浇口位置远离发生迟滞现象的地方,这会减少塑料发生迟滞的时间。
2. 将浇口移到产品最厚的地方。
3. 将浇口移到迟滞现象发生的地方,流动波前将使用较大的压力充填这一区域。这对以薄肋或圆筒作为最后充填点来说是非常有用的,所有的注射压力都作用到这一点上。
4. 增加流动迟滞区域的厚度,减少流动阻力。
5. 使用黏度较低的塑料,也就是MFI值较高的塑料。
第五步:改善方案验证——调整浇口方案.
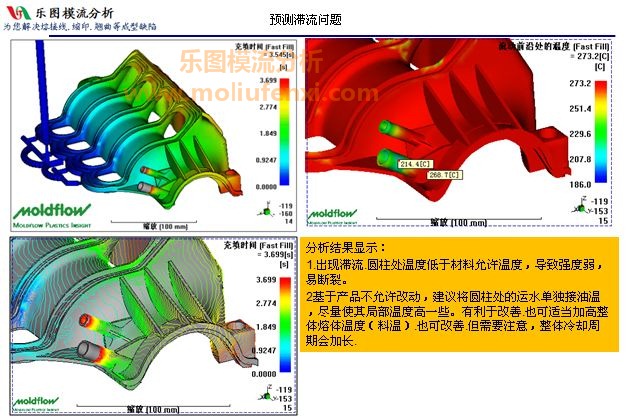
我们采取的改善方案是,乐图模流分析公司建议采用了两侧进胶的方案,从下图中我们可以明显的看到,圈示处已经充填饱满.改善方案有效.当然,我们还需要综合考量其他各项模流分析结果,才能最终判断此方案的可行性,但是,这里我们就暂时讲到这了.如果想了解更多可以联系乐图模流分析公司技术顾问,或者来电催询.
")
苏州乐图模流分析公司是一家专业的模流分析公司,为您解决实际问题的模流分析公司,为什么我们敢说这样的话呢?因为,我们自成立以来,积累了很多的模流分析案例经验,我们是可以给您解决实际成型问题的模流分析公司。
联系咨询,探索科学制造方案,一起创造更高附加值
乐图智造科技,模流分析代做服务,成型缺陷优化、软件销售,为制造业提供科学的数值信息化技术解决方案,
申明:本文原创自乐图智造官网,转载请注明出处。
查看更多案例:重力铸造模拟分析 材料udb测试 压铸变形分析 粉末冶金模拟 铸造模拟 熔模铸造模拟


 199-4191-2022
199-4191-2022

 留言
留言 