

业务内容:
铸造模拟仿真、铸造方案开发、铸造缺陷优化,铸造模拟软件销售。
应用价值:
倾转浇铸模拟可消除常见成型问题
生产过程中,铸件经常存在一些缺陷,如:气孔、缩孔、缩松、夹渣等,这些缺陷产生的原因不单纯是浇注工艺问题,而是由一种或几种原因相互作用并不断变化时产生的综合结果,这些问题都可以通铸造模拟分析来预测解决。
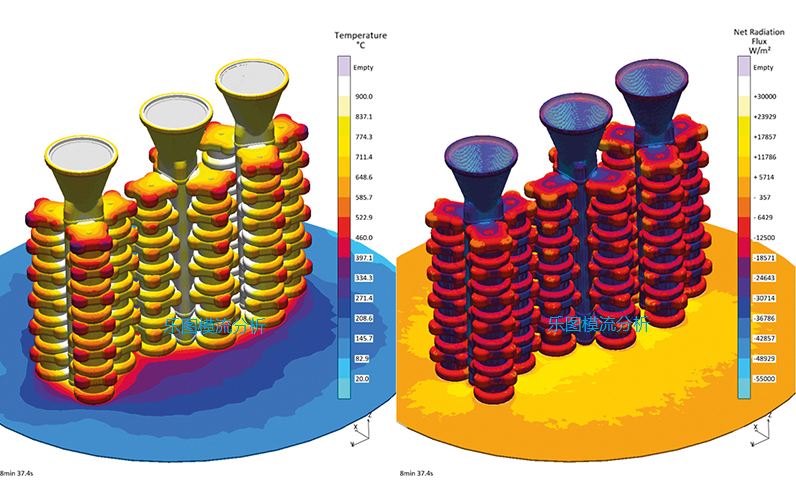
低压铸造模拟分析案例:
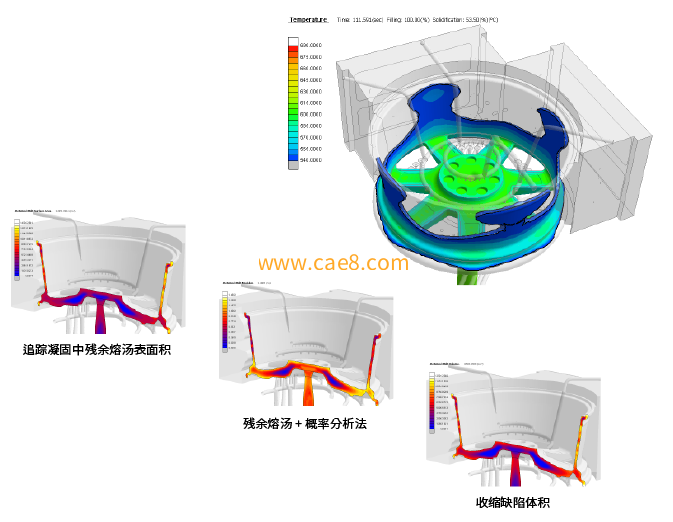
")
此图为我司做的一款铝合金重力倾转浇铸模拟分析结果,反映了整个充型状态。
重力倾转浇铸是指金属液在地球重力作用下注入铸型的工艺,也称重力浇铸。广义的重力浇铸模拟包括砂型浇铸模拟、金属型浇铸模拟、熔模铸造模拟、消失模铸造模拟,泥模铸造等;窄义的重力铸造主要指金属型浇铸。
重力铸造工艺简介
1.把金属材料做成所需制品的工艺方法很多,如铸造、锻造、挤压、轧制、拉延、冲压、切削、粉末冶金等等。其中,铸造是最基本、最常用及最广泛的工艺。
2. 把熔化的金属液注入用耐高温材料制作的中空铸型内,冷凝后得到预期形状的制品,这就是铸造。所得到的制品就是铸件。
3. 铸造可按铸件的材料分为黑色金属铸造(包括铸铁、铸钢)和有色金属铸造(包括铝合金、铜合金、锌合金、镁合金等)。有色精密铸件厂专业从事有色金属铸造,重点是铝合金和锌合金铸造。
4. 铸造有可按铸型的材料分为砂型铸造和金属型铸造。精密铸件厂对这两种铸造工艺都得心应手,并自行设计、制造这两类铸造模具。
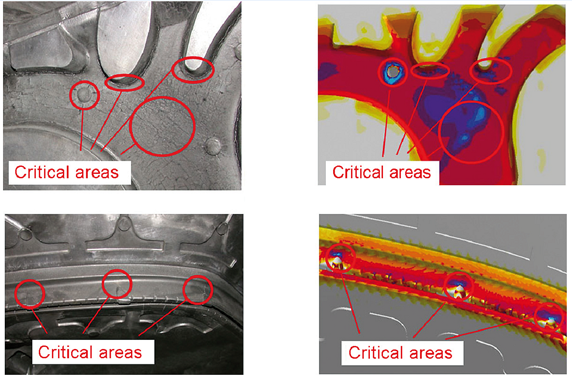
倾转浇铸模拟分析能预测的常见的缺陷问题:
缩孔
1.产生原因
(1)在结晶过程中,铸件的补缩不够。
(2)引入合金液的位置不正确。
(3)各个部位的温度不恰当,违反了凝固原则。
(4)涂料发生脱落现象。
(5)浇注的温度过高,或者是速度太快。
(6)铸件的冷却速度太慢,或者是铸件有毛边。
2.防止措施
(1)铸件比较厚大的部位,设置冒口,高度要合理。
(2)均匀进行浇注,或者可以补充浇注。
(3)根据实际情况选择合适的涂料,如果发生脱落要均匀补上。
(4)适当降低浇注温度和减慢浇注速度。
裂纹
1.产生原因
(1)铸件上有尖角,厚薄不均匀,有时相差很大。
(2)模具局部温度过高,或是浇注温度太高。
(3)冷铁没有正确放置。
2.防止措施
(1)清除铸件上有尖角,铸件壁厚要均匀过渡。
(2)浇口、浇道位置要正确选择,控制好浇注温度。
(3)冷铁要正确放置,增大冒口的补缩能力。
为何要选择专业浇铸模拟
我们的主要客户群是,铸件厂,模具厂,主机厂,通常找到我们的都是一般技术人员处理不了的棘手问题,每一套铸造模拟仿真分析我们都会进行实际试模情况跟踪,积累了丰富的实际对比经验,凭借我们专业工程师的多年工作经验,结合我们多年的生产比对经验,我们的分析结果是更接近实际生产情况的,更好的利用铸造模拟分析软件来解决很多问题,避免纸上谈兵。造模拟分析技术避免了产品开发中的缺陷,可以为铸件确定合适的材料,为构件提供非常有价值的设计数据,并且可以改进生产加工工艺过程。备受困扰汽车及零部件的制造商对铸件质量的技术要求越来越严格,这使很多铸造企业备受困扰。铸件质量的好坏与铸件合金材料的选择、浇铸时浇口、浇道的位置和外形等都有着密切的关系,受到它们的深刻影响,即使是经验丰富的铸造专家也经常会因用户对铸件提出很高的技术要求而感到头痛,也许他们凭多年经验而积累的铸件生产工艺方案也必须重新设计了。同样,很多正确的铸造工艺技术在当今多种丰富的铸造材料眼前往往也可能会“漏洞百出”。在比较理想的情况下,可能会由于材料性能没有得到充分的利用而浇铸出“肥头大耳”的铸件,当然,这还算是有一个铸件;当在极为不利的情况下,有时候还可能会浇铸出根本称不上是“铸件”的产品,由于铸造应力、缩孔、缩松等铸造缺陷使得浇铸出来的所谓“铸件”失了质地均匀的性质,只能是废铁一堆。
联系咨询,探索科学制造方案,一起创造更高附加值
乐图智造科技,模流分析服务,成型缺陷优化、软件销售,为制造业提供科学的数值信息化技术解决方案,
申明:本文原创自乐图智造官网,转载请注明出处。
查看更多案例:重力铸造模拟分析 材料udb测试 压铸变形分析 粉末冶金模拟 铸造模拟 熔模铸造模拟


 199-4191-2022
199-4191-2022

 留言
留言 